
CYLINDER BLOCK — Inspection (Cont'd) Main Bearing Clearance and Selection (Supplement-V)
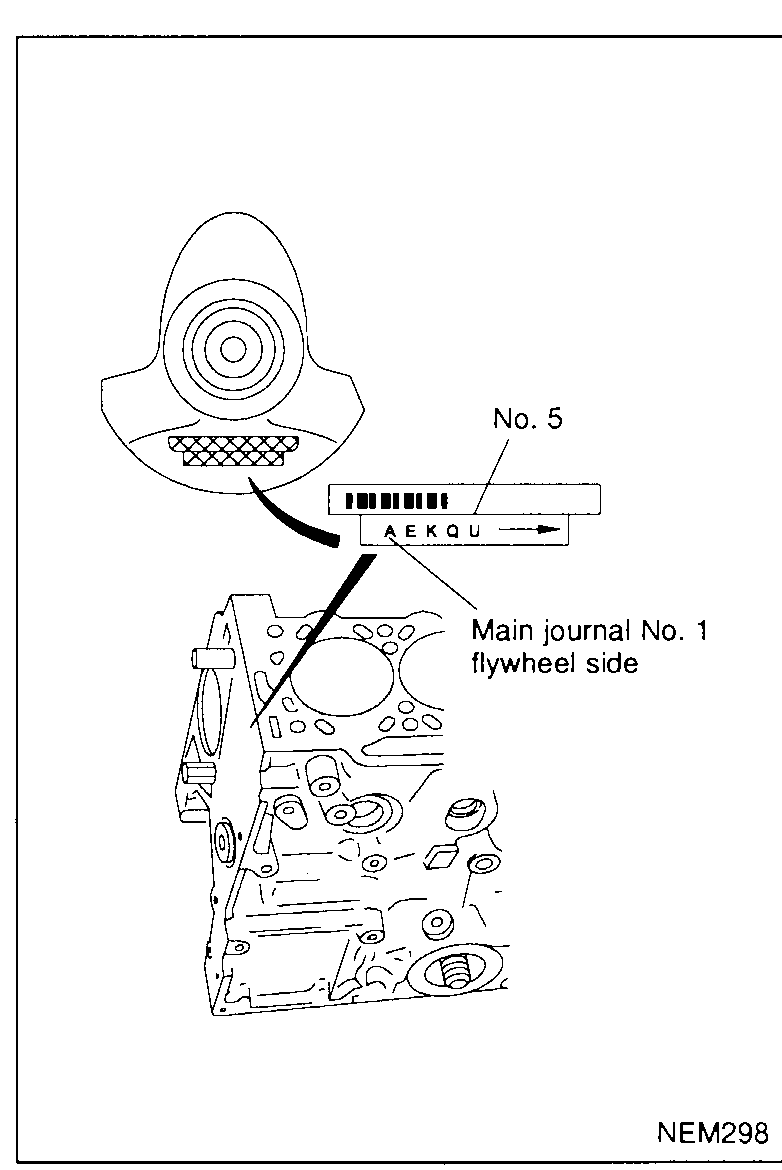
EM-5039prose procedureNEM298 shows a 5-character grade-code stamp 'A E K Q U' on the crankshaft web for the No. 5 main journal example — one character per main journal No.1 → No.5. The upper (cylinder-block) halfshell is always code B (black); the lower (cap) halfshell is selected per the punched code. Tables referenced in step 8(c) are continued on the following pages.
Inspection (Cont'd)
Main bearing clearance (continued)
- 2Install main bearing cap to cylinder block.Tighten all bolts in correct order to the specified torque.
- 3Measure inner diameter of each main bearing.
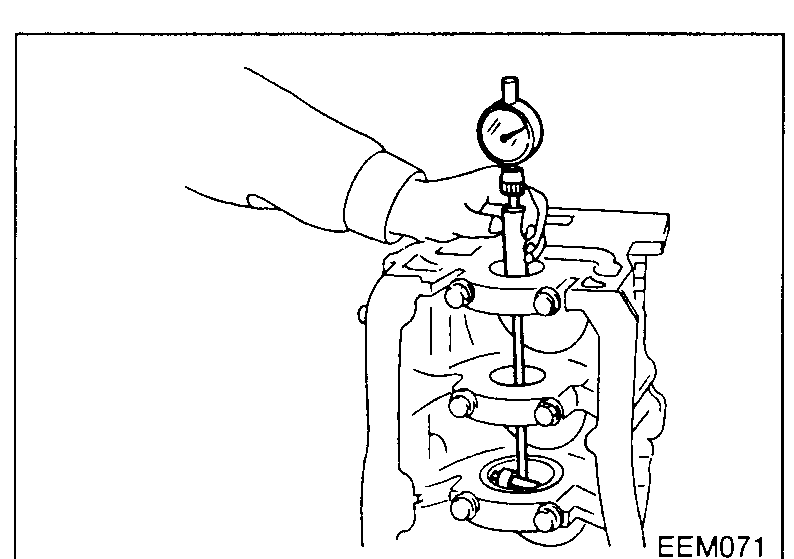 EEM071
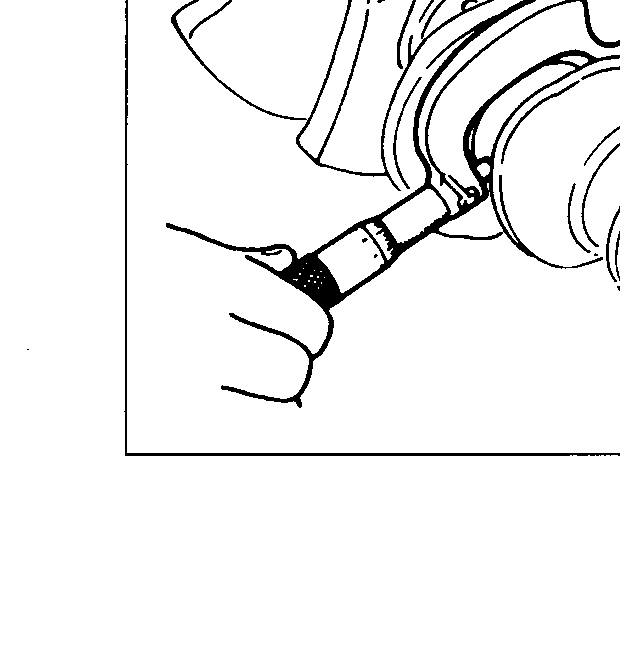
EEM071 - 4Measure outer diameter of each main journal in crankshaft.
 SEM506A
SEM506A - 5Calculate main bearing clearance. Main bearing clearance = Inner dia. − Outer dia.Standard: 0.01 - 0.036 mm (0.0004 - 0.0014 in)
- 6If it exceeds the standard clearance, replace bearing.
- 7If clearance cannot be adjusted within the standard of any bearing, grind crankshaft journal and use undersized bearing.When grinding crank pin and crank journal:a. Grind until clearance is within specified standard bearing clearance.b. Refer to S.D.S. for standard bearing clearance and available spare parts.
- 8If crankshaft, cylinder block or main bearing is reused, measure main bearing clearance. If crankshaft, cylinder block and main bearings are replaced with new ones, it is necessary to select thickness of main bearings as follows:a. The code of each cylinder block halfshell is always B (black).b. The code of each main bearing cap halfshell is punched on the crankshaft and cylinder block.c. Select main bearing with suitable thickness according to the following tables.
 NEM298
NEM298
See also
S.D.S. — Standard bearing clearance and available spare parts