
CYLINDER HEAD — Inspection (Cont'd) — Valve Seat Replacement (Supplement-V)
EM-5023prose procedureInspection (Cont'd)
Valve seat replacement
- 1Bore out old seat until it collapses. Set machine depth stop so that boring cannot contact bottom face of seat recess in cylinder head.
- 2Ream the cylinder head recess diameter and depth.Use the valve guide center for reaming to ensure valve seat will have the correct fit.See 'Reaming bore for service valve seat' table for Intake/Exhaust dimensions.
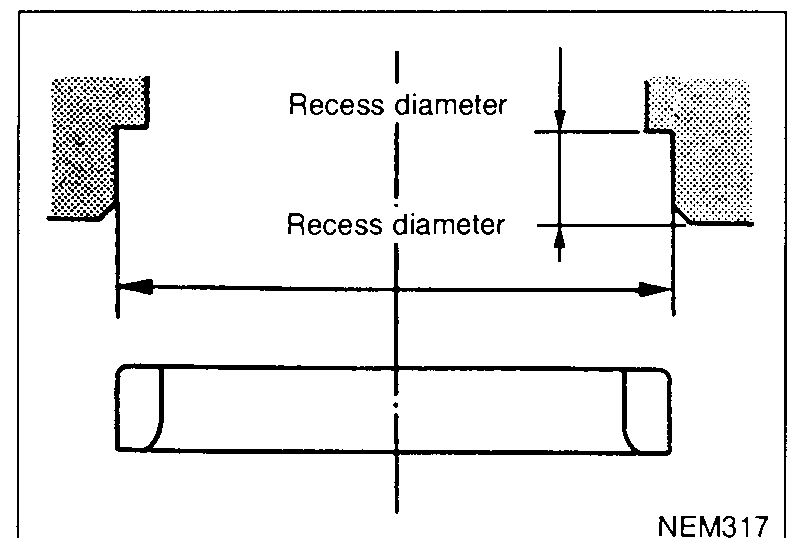 NEM317
NEM317 - 3Heat cylinder head to a temperature of 150 to 160°C (302 to 320°F) and press fit seat until it seats on the bottom.
- 4Install valve seats.When replacing valve seat, valve should be replaced as well.
- 5Cut or grind valve seat using a suitable tool at the specified dimensions as shown in SDS (EM-5047).The cutting should be done with both hands to obtain a uniform and concentric finish.
 SEM876
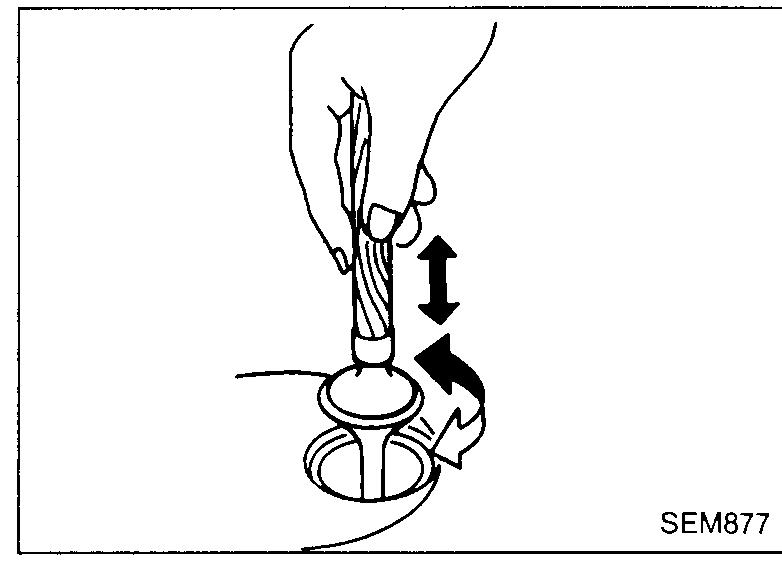
SEM876 - 6Apply a small amount of fine grinding compound to the valve's contacting face and put the valve into its guide. Lap valve against its seat until proper valve seating is obtained.
 SEM877
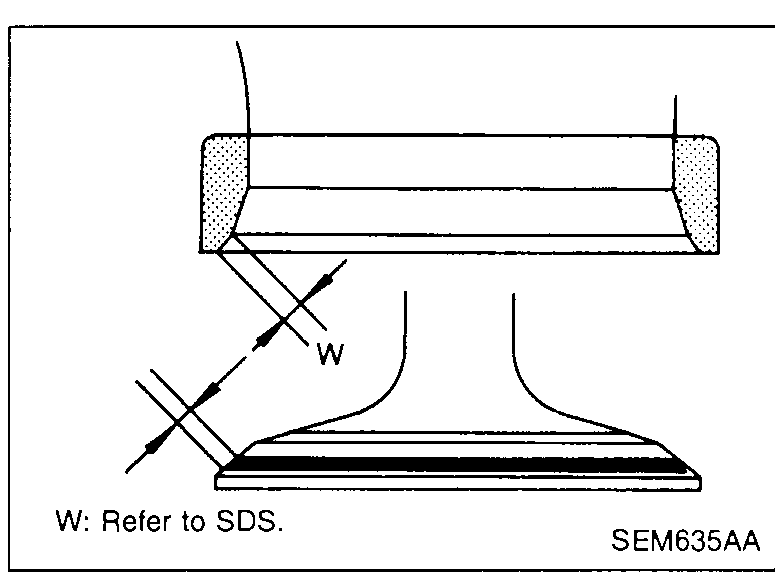
SEM877 - 7Check valve seating condition.W (seat contact width): Refer to SDS.
 SEM635AA
SEM635AA
Reaming bore for service valve seat
Intake
Recess Diameter — mm (in)37.922 - 37.947 (1.4930 - 1.4941)
Recess Depth — mm (in)8.017 - 8.167 (0.3156 - 0.3215)
Exhaust
Recess Diameter — mm (in)32.422 - 32.447 (1.2765 - 1.2774)
Recess Depth — mm (in)8.30 - 8.45 (0.327 - 0.333)